Hallo und welcome.
My name is Oliver Hader.
I'm Product Sales Manager for
Hygienic Pumps.
And today I want to show you a little
bit more our portfolio
and explain to you, what makes our pumps
unique and how we can
help you to make your process
stable and reliable.
Hygienic pumps are the heart
of every production process in
the food, beverage, pharmaceutical,
and personal care industries.
We offer a complete portfolio, that
fits to your process,
containing single-stage centrifugal
pumps like our TP series.
This is a modular, standardized
pump that you
can customize a little bit.
Then we have the HYGIA range
which is more flexible,
so you can also go the pharmaceutical
business,
0.4 micron surface roughness, for example.
Also with the mechanical sealing you
are a little bit more flexible here.
And then we have the MAXA range,
which goes up to bis zu 1400
cubic meters an hour and is used
for
mash transfer in breweries, for example
or high amount on
water for transfer or
circulation.
Then we have the multi-stage pumps
for pressurizing the system pressure.
For CIP or whey filtration,
we use the CONTRA range.
And for smaller applications we use
the DURIETTA range.
This is more for heat exchanger or
micro breweries that use
these pumps.
Then we have the self-priming
centrifugal pumps,
the TPS, as the base is using the TP range,
so you share the same
spare parts with this and it this is
a CIP return pump when you have
a lot of gas content.
And we have the side-channel pump SIPLA,
which is used for CIP return,
yest harvest in breweries.
But it's a side-channel pump,
so it has different wear parts then
the other pumps have.
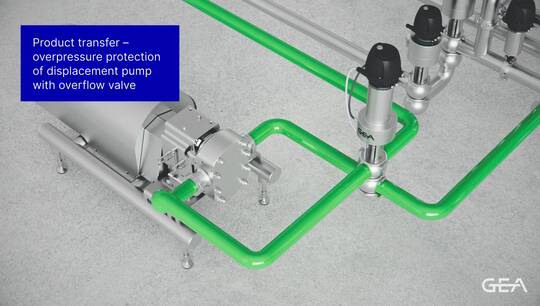
And when we come to higher viscous media,
we use the PD pumps.
The NOVALOBE more for shear
sensitive media,
so there we are talking about 200
up to 400 rpm
or the NOVATWIN, which can handle
low viscous and
high viscous media and
has a suction capacity.
If you have more questions or need
some more detailed information,
feel free to contact us.